Este artigo apresenta um estudo de caso conduzido numa empresa do ramo industrial, na qual a lógica do ressuprimento de materiais entre seu Centro de Distribuição e suas filiais comerciais era fortemente influenciada não apenas por metas de redução dos níveis de estoque, mas também pela percepção que o ressuprimento enxuto (Just in Time) é o estado da prática a ser adotado por todas as empresas. A operação da empresa, entretanto, apontava para um aumento crescente nos custos de transporte e na freqüência de stock-outs em suas filiais.
Através de simulação em planilha eletrônica de políticas alternativas de fornecimento, foi avaliado que o ressuprimento enxuto não era a lógica de menor custo total, levando a empresa a iniciar um gerenciamento de mudanças pela compreensão das origens e das implicações operacionais da filosofia Just in Time. Além disto, foi necessário compreender que a fragmentação do processo logístico pela contabilidade tradicional não permite avaliar os trade-offs existentes entre os custos de estoque e transporte. Neste sentido o artigo aborda de maneira integrada os conceitos de ressuprimento enxuto e análise de custo total da cadeia de suprimentos, bem como apresenta uma metodologia para determinação e adoção da lógica de ressuprimento mais adequada à estrutura de custos.
- INTRODUÇÃO
Atualmente é grande o espaço dedicado em livros, periódicos e revistas especializadas aos princípios da filosofia de ressuprimento Just in Time (também conhecida por ressuprimento enxuto), bem como aos inúmeros casos de sucesso que surgem a cada ano, relatando como principal resultado as reduções dramáticas nos níveis médios de estoque. Por outro lado, novos sistemas de avaliação do desempenho financeiro, também com reconhecido destaque na literatura especializada como o EVA (Economic Value Added ou Valor Econômico Adicionado), defendem a contínua redução do Capital Circulante Líquido (Working Capital) como forma de manter a competitividade da empresa no longo prazo. A difusão em massa destas novas tendências no meio empresarial pode criar alguns vieses na gestão do fluxo de materiais da cadeia de suprimentos. Esta é a tônica principal que pretendemos explorar neste artigo, ao apresentarmos um estudo de caso de uma empresa do setor industrial.
Neste sentido, discorremos na seção 2 sobre o paradigma do ressuprimento enxuto, suas origens e suas implicações sobre o trade-off de custos de estoque e transporte, questionando se existe algum segmento de negócio no qual a economia obtida com a redução dos níveis médios de estoque não compensaria o aumento de custos decorrentes de uma maior freqüência de pulsos de transporte. A seção 3 apresenta a empresa, sua inserção na cadeia de suprimentos, seus produtos principais, as diretrizes que regem a lógica atual de acionamento do fluxo de materiais e os principais problemas verificados atualmente, como por exemplo, o aumento explosivo nos gastos com transporte e os freqüentes stock-outs de produtos. A seção 4 comenta os resultados obtidos com a simulação em planilha Excel de políticas alternativas de transporte, interpretando-os à luz da abordagem do lote econômico, bem como de outros conceitos relevantes da área de logística empresarial, como a análise do custo total e a adequabilidade do ressuprimento enxuto restrita a algumas determinadas situações específicas. Finalmente, a seção 5 conclui este artigo, apresentando uma metodologia de seis etapas principais que engloba todas as idéias discutidas ao longo do texto e objetiva auxiliar as empresas a avaliar sua atual gestão de materiais, vis-à-vis o trade-off estoque/transporte e a congruência com os sistemas de mensuração de desempenho.
- O PARADIGMA DO RESSUPRIMENTO ENXUTO: ORIGENS E CONCEITOS
Originalmente, o regime de produção enxuta concebido hoje como Just in Time abrangeu um conjunto de vários procedimentos de manufatura, compras e distribuição adotadas pela Toyota para reestruturar seu sistema produtivo no final da década de 40. O objetivo básico na adoção destes procedimentos era produzir carros ao menor custo possível, tornando-os mais competitivos que os similares norte-americanos. A equipe de engenheiros de produção liderada por Taiichi Ohno, ao aperfeiçoar um destes procedimentos, o processo de troca de moldes na prensagem de chapas de aço, descobriu que o custo por peça prensada era menor na produção de pequenos lotes do que no processamento de lotes imensos.
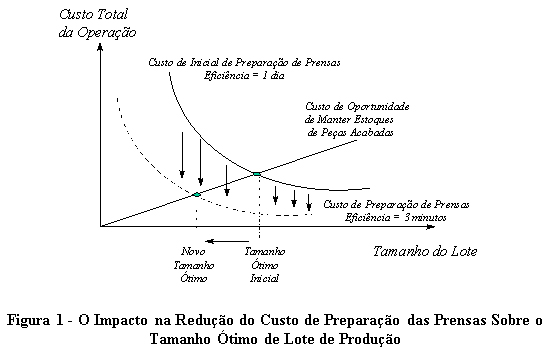
Segundo WOMACK et al. (1992), há duas razões básicas para este fenômeno. A primeira delas é que a produção de lotes pequenos eliminava os elevadíssimos custos de oportunidade de capital na manutenção de estoques de peças acabadas, comparativamente ao sistemas norte-americanos de produção em massa. Na realidade, ao reduzir o tempo de troca de moldes de um dia para três minutos, a equipe de Ohno deslocou o equilíbrio do trade-off entre o custo do processamento do lote (basicamente custos fixos de mão-de-obra e de prensas paradas alocados a cada preparação) e o custo de manutenção de estoques para um patamar inferior, conforme ilustra a figura 1. Por outro lado, a produção de lotes pequenos tornava mais visíveis os erros de produção, motivando, ainda que de maneira não premeditada, uma cruzada contra os desperdícios na produção e contra as peças defeituosas.
 |
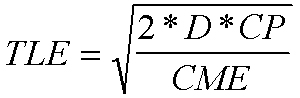
Este exemplo ilustra a razão pela qual diversos autores sobre regimes enxutos de produção (SLACK, 1993 e CORREA et al., 1994) classificam a abordagem do lote econômico de produção como “tradicional” e “reativa”. A equação clássica para cálculo tamanho do lote econômico é descrita a seguir, onde D é a demanda anual, CP o custo do processamento associado a um único lote e CME o custo anual de manutenção de uma unidade em estoque (soma das componentes de oportunidade de capital, espaço, obsolescência e perecibilidade).
 |
Esta abordagem, além de limitada por não considerar possíveis variabilidades na demanda e nos lead-times de processamento (SILVER et al., 1985), pode favorecer a tomada de decisões nas quais a manutenção da fronteira de eficiência do sistema produtivo seja percebida como imutável. Isto por que a aceitação dos parâmetros utilizados na equação podem inibir o questionamento, a revisão e redução contínua dos custos da operação (CORREA et al., 1994) por meio de iniciativas similares àquelas adotadas por Ohno e sua equipe.
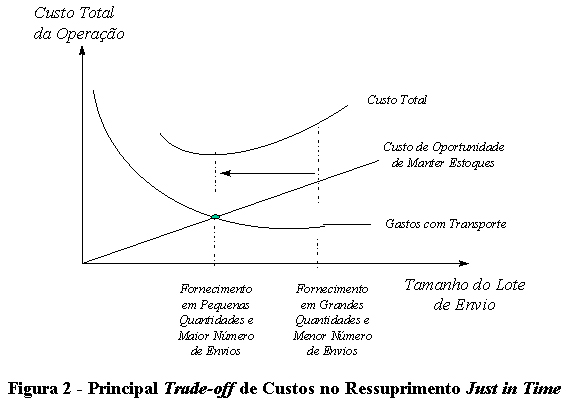
A filosofia de melhoramento contínuo também se estendeu para outras áreas como, por exemplo, no processo de compras e na gestão dos fornecedores na cadeia de suprimentos. WOMACK et al. (1992) aborda como a Toyota desenvolveu uma maneira singular para coordenar o fluxo de peças na cadeia de suprimentos através dos cartões Kanban, originando o ressuprimento Just in Time. Estes cartões acionavam o transporte consolidado de peças, geralmente em pequenos conteiners, dos fornecedores para a empresa sempre que necessário. Cabe destacar que, neste caso específico, o aumento nos gastos com transporte (em função de uma maior freqüência nos pulsos) foi mais do que compensado pela redução no custo de oportunidade de manter estoques na cadeia de suprimentos, levando o sistema a uma operação com menor custo total, conforme ilustra a figura 2.
 |
Conforme observado por BOWERSOX et al. (1996), a difusão de tecnologias para troca eletrônica de dados entre empresas, permitiu que diversos procedimentos do ressuprimento Just in Time originados na indústria automobilística fossem estruturados em outras cadeias de suprimentos, principalmente na de alimentos e de confecções a partir da década de 80. Neste sentido destacamos o Programa Quick Response (QR) no varejo de confecções e o Movimento ECR (Efficient Consumer Response) no varejo de alimentos.
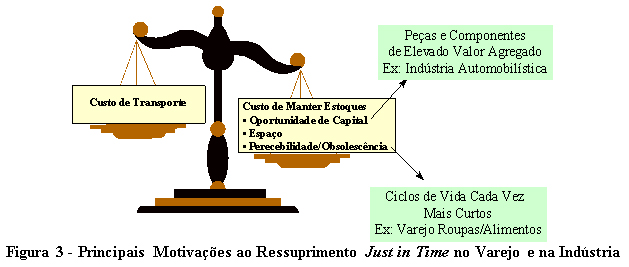
No caso específico destes programas, o aumento nos gastos com transporte (em virtude de um maior número de viagens entre fabricantes e varejistas) foi mais do que compensado por reduções no custo total de estoques. Ainda que o valor agregado por unidade de peso de peças de vestuário e da maioria dos produtos alimentícios seja comparativamente baixo ao das peças e componentes da indústria automobilística (e consequentemente o custo de oportunidade de capital), destacam-se no varejo outros dois componentes do custo de manter estoques: o custo do espaço ocupado e o custo de obsolescência e/ou perecibilidade dos produtos. A escalada dos preços por metro quadrado em diversos centros urbanos do mundo, associada ao encurtamento progressivo do ciclo de vida de diversos produtos, têm levado diversas cadeias varejistas a adotar regimes de ressuprimento automático com seus principais fornecedores. A figura 3 ilustra esta questão.
 |
A questão que cabe colocar neste momento é se existe algum segmento de negócio no qual reduções no tamanho do lote de envio não compensariam eventuais deseconomias de escala no transporte. Em outras palavras, deseja-se identificar e caracterizar para quais segmentos de negócio os custos de transporte são significativamente superiores aos custos de manutenção de estoques, inviabilizando economicamente os regimes enxutos de ressuprimento. O caso que apresentamos na seção a seguir enquadra-se perfeitamente neste perfil de custos.
- ESTUDO DE CASO
A empresa analisada é uma importante produtora e distribuidora de gases industriais e medicinais do Brasil, possuindo unidades de produção de gases espalhadas por diversos estados. A comercialização e distribuição de gases respondeu pela maior parte de seu faturamento em 1998. Aproximadamente R$ 50 milhões do faturamento total advêm da comercialização de equipamentos como válvulas, reguladores de pressão, maçaricos, bicos para tocha em soldagem etc para atacadistas de materiais de construção e ferragens e para diversos pequenos clientes como oficinas mecânicas e funilarias. A empresa acredita na sinergia entre os gases e estes equipamentos na venda para estes tipos de clientes, sendo produtos de caráter complementar que alavancam reciprocamente as vendas.
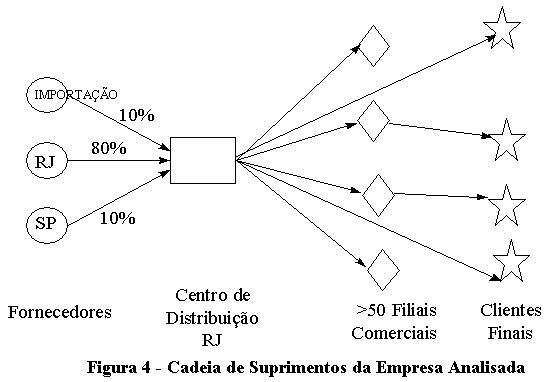
Mais especificamente, a distribuição e comercialização destes tipos de equipamentos constituíram o enfoque desta análise. Detalharemos a seguir a cadeia de suprimentos da empresa, conforme ilustrada na figura 4.
A empresa possui um centro de distribuição localizado no município do Rio de Janeiro, o qual é abastecido por três fontes de suprimento principais: uma fábrica de equipamentos criogênicos, também localizada no município do Rio de Janeiro, diversos pequenos fabricantes situados no estado de São Paulo e fornecedores internacionais. As três fontes respondem respectivamente por 80%, 10% e 10% das quase 3.000 toneladas de equipamentos compradas no ano de 1998.
O centro de distribuição, por sua vez, abastece mais de 50 filiais comerciais espalhadas por todo o Brasil, além de vender diretamente para grandes atacadistas, modalidade de venda que representa setenta por cento do faturamento total com equipamentos. Por sua vez, as filiais comerciais destinam-se ao atendimento direto de pequenos clientes industriais e oficinas mecânicas.
 |
Os procedimentos para acionamento do fluxo de materiais nesta cadeia de suprimentos diferem substancialmente do elo Fornecedor-CD para o elo CD-Filial. O elo fornecedor-CD obedece à rígida lógica das programações mensais de compras, nas quais ao final de cada mês a gerência de operações comerciais envia para seus fornecedores intenções de compra por produto para os próximos quatro meses. Os valores do primeiro mês são inalteráveis, para o segundo e terceiro meses admitem-se alterações de +/- 15% e o quarto mês fica em aberto. O lead-time de ressuprimento no elo Fornecedor-CD varia de 30 a 40 dias e os fornecedores geralmente não aceitam reprogramações para o primeiro mês ou envios emergenciais.
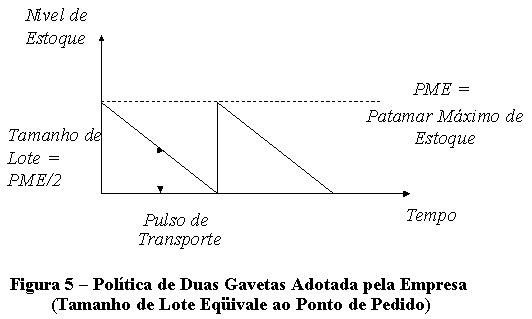
Já o elo CD-Filial segue uma lógica de ressuprimento mais flexível, pela qual são disparados pulsos de transporte sempre que o nível de estoque por produto (físico e em trânsito) em cada filial cai a metade do Patamar Máximo de Estoque (PME). O princípio da operação é semelhante a um sistema de duas gavetas (WATERS, 1992), assegurando que o volume de produtos em estoque jamais ultrapassará um teto máximo, no caso o próprio PME. A figura 5 ilustra a lógica simplificada da política de duas gavetas.
Estas lógicas distintas para o acionamento do fluxo de materiais em cada elo acarretam conseqüências significativas na operação da cadeia de suprimentos, em particular para o Centro de Distribuição. São elas:
- O Centro de Distribuição assume o papel de estoque pulmão do sistema, uma vez que busca garantir elevada disponibilidade de produto, dada a elevada inflexibilidade na reprogramação dos pedidos com os fornecedores, para fazer face às demandas das filiais.
- A demanda do Centro de Distribuição não pode ser analisada como sendo uma demanda dependente (ou o somatório das demandas) de suas filiais para efeito de programação de compras. Aplicar ao Centro de Distribuição a lógica dos sistemas de Planejamento das Necessidades de Distribuição (DRP – Distribution Resource Planning) implicaria na redefinição do tipo de relacionamento com seus fornecedores, com vistas à redução dos lead-times de fornecimento. Uma discussão mais detalhada sobre estes aspectos pode ser encontrada em BOWERSOX et al.(1996).
- A curto prazo, melhorias no modo como é feita a programação de compras para o CD passam pela adoção de métodos de previsão mais precisos. Neste caso detectou-se que a aplicação do método do amortecimento exponencial simples em substituição à média móvel de três meses traria aumentos de até 80% no nível de precisão das programações de compra.
 |
Por outro lado, o elo CD-Filial apresenta algumas inconsistências na definição dos parâmetros de ressuprimento de estoques. O parâmetro PME, por exemplo, é calculado como a média móvel dos picos diários de vendas dos últimos três meses. Este calculo desconsidera:
- Diferentes lead-times de ressuprimento para as filiais
- Variabilidade na demanda e nos lead-times de ressuprimento para as filiais
- Níveis de serviço desejados, medidos em termos de disponibilidade média de produto nas prateleiras das filiais.
Esta metodologia de cálculo do nível de estoque máximo por produto (PME) acarreta conseqüências significativas na operação das filiais. São elas:
- Ressuprimentos muito freqüentes de pequenas quantidades. Uma das razões do PME ser um nível de estoque relativamente baixo e disparar com muita freqüência é o fato de não incorporar em seu cálculo o lead-time de transporte, bem como a variabilidade da demanda neste lead-time.
- Carregamentos extremamente desconsolidados. Em 1998, 80% dos carregamentos expedidos a partir do Centro de Distribuição do Rio pesavam menos de 100 kg. Pelo fato destes equipamentos serem componentes de baixo valor agregado (cerca de R$ 50,00 a R$ 100,00 por unidade) e peso (1,5 kg por unidade em média) a desconsolidação de cargas onera excessivamente o envio de vários pulsos por mês.
- Baixa disponibilidade de produto nas prateleiras das filiais decorrente do descasamento dos tamanhos de lotes enviados com os lead-times de ressuprimento e as variabilidades no tempo de transporte e na demanda. Apenas 40% a 50% da demanda do cliente era atendida imediatamente.
A Gerência Comercial e as Filiais da empresa, todavia, consideravam a política de ressuprimentos parametrizada pelo PME extremamente adequada às suas operações. Entre algumas razões apontadas destacamos:
- O envio freqüente de pequenos tamanhos de lotes vai ao encontro da filosofia de ressuprimento Just in Time descrita na seção anterior. Na perspectiva de seus gestores, empresa estava operando de acordo com aquilo que há de mais moderno no estado das práticas de gerência de operações. Algumas filiais inclusive advogavam ainda mais a redução no tamanho do lote de envio e aumento na freqüência de ressuprimentos.
- A principal diretriz para mensuração do resultado da empresa era a Redução do Working Capital, denominação em inglês para Capital Circulante Líquido. Dentro desta perspectiva, cada unidade de negócio, como o Centro de Distribuição do Rio e as Filiais comerciais deveriam se adequar às metas para redução progressiva das Contas a Pagar, Contas a Receber e sobretudo os Estoques. Na perspectiva de seus gestores, a política de ressuprimento em pequenos lotes adequava-se perfeitamente às metas de redução de Working Capital adotadas desde a aquisição da empresa por uma congênere norte-americana há três anos.
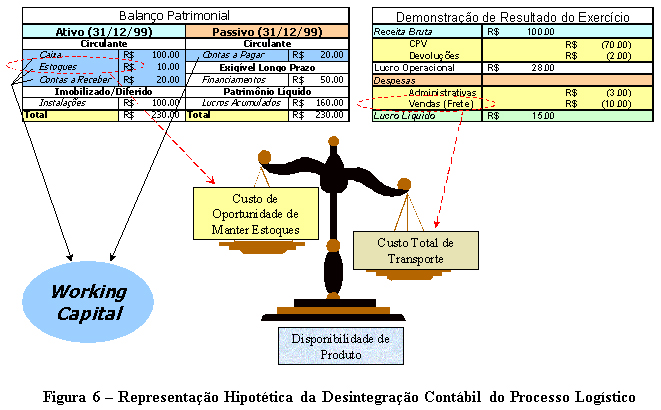
Percebemos claramente que a influência do paradigma do estoque zero criado a partir da difusão de diversos casos de sucesso na indústria automobilística e no varejo (conforme exposto na seção anterior), associada a critérios de avaliação de desempenho econômico-financeiro que não considerem integralmente o trade-off entre os custos de manter estoques e os gastos com transporte, contribuíram para que a gestão da empresa não se posicionasse adequadamente com relação à melhor política de ressuprimentos para o elo CD-Filial. Na realidade, a desagregação contábil de vários custos do processo logístico, conforme ilustrada pela figura 6, pela qual as despesas com distribuição são lançadas na Demonstração de Resultado do Exercício e os estoques constituem “custos ativados” no Balanço Patrimonial, pode impedir que os gestores percebam dois aspectos básicos:
- que a opção pelo ressuprimento enxuto ou Just in Time, ainda que existam numerosos casos de sucesso, é explicada fundamentalmente pela análise do trade-off estoque/transporte, e constituiu, em seus primórdios, uma solução particular para o problema específico da Toyota (PROENÇA, 1994).
- que o trade-off estoque/transporte e a necessidade pela analise dos custos totais no ressuprimento, ainda que pouco refinadas, elaboradas e sujeitas à diversas críticas (SLACK, 1997 e CORREA et al., 1994), já haviam sido abordadas na metodologia de lote econômico proposta por Wilson na década de 1930 (WATERS, 1992).
 |
A seção a seguir descreve a reavaliação da política de ressuprimentos no elo CD-Filial a partir de simulação da operação em planilha eletrônica. Os resultados obtidos são discutidos à luz das premissas do modelo de lote econômico, bem como de referencial teórico existente nas áreas de logística e estratégia de operações.
- AVALIAÇÃO DA POLÍTICA DE RESSUPRIMENTOS DA EMPRESA VIA SIMULAÇÃO: DISCUSSÃO DOS RESULTADOS OBTIDOS
Diversos autores da área de pesquisa operacional, como por exemplo, WATERS (1992), TAVARES et al. (1996) e RAGSDALE (1998), defendem o uso de planilhas eletrônicas como instrumento de apoio à formulação e escolha de políticas de ressuprimento, ainda que exista ferramental analítico disponível para tal finalidade. A característica flexível das planilhas eletrônicas permite facilmente:
- Avaliar variações no perfil da demanda dos produtos sobre os pontos de pedido e os estoques de segurança,
- Avaliar variações no custo de oportunidade do capital sobre os parâmetros da operação,
- Avaliar como a variabilidade dos lead-times de ressuprimento afeta os pontos de pedido e os estoques de segurança,
- Avaliar como variações na taxa de obsolescência e perecibilidade dos produtos afetam os parâmetros da política,
- Considerar simultaneamente o impacto de descontos unitários por quantidade e descontos no custo do frete por faixa de peso sobre o tamanho dos lotes de compra,
- Considerar a componente do custo de oportunidade do estoque em trânsito sobre custo total da operação,
- Coletar estatísticas simuladas sobre nível de serviço (disponibilidade de produto em prateleira) e custo total da operação,
- Avaliar o impacto do dimensionamento dos estoques de segurança, com base na probabilidade desejada de stock-out por ciclo, sobre os níveis de serviço.
Além de permitir avaliar estas considerações pertinentes a um único elo da cadeia de suprimentos (no caso o elo CD-Filial da empresa em estudo), SILVER et al. (1985) apontam diversas outras considerações pertinentes a mais de um elo que podem ser facilmente simuladas em planilha eletrônica. São elas:
- Avaliar o impacto de stock-outs no Centro de Distribuição sobre a disponibilidade de produtos na filial,
- Determinar qual a melhor política de rateio para suprir as demandas das filiais quando não há estoque em quantidade suficiente no Centro de Distribuição,
- Avaliar o impacto de modais alternativos de transporte (p.ex. transporte premium) nos parâmetros da operação.
Tendo em vista todas estas considerações, foram simuladas para um período de 365 dias a política atual de ressuprimento CD-Filial, determinada pelo PME, e políticas alternativas de ponto de pedido e tamanho de lote de reposição. A figura 7 representa um exemplo bastante característico dos resultados encontrados em termos de custo total da operação, consistindo da comparação entre a política atual e a alternativa para um regulador de pressão de R$ 50,00 (custo de aquisição com ICMS incluso) enviado para a Filial Nordeste I a partir do CD do Rio de Janeiro (custo de frete consolidado de R$ 24,24 para uma faixa de peso de até 100 kg). Outras informações relevantes:
- A demanda diária deste produto pode ser aproximada por uma distribuição de probabilidades Normal (0,90 ; 1,55)
- O custo de oportunidade de capital foi considerado de 24 % ao ano
- O grau de perecibilidade e obsolescência deste produto é desprezível.
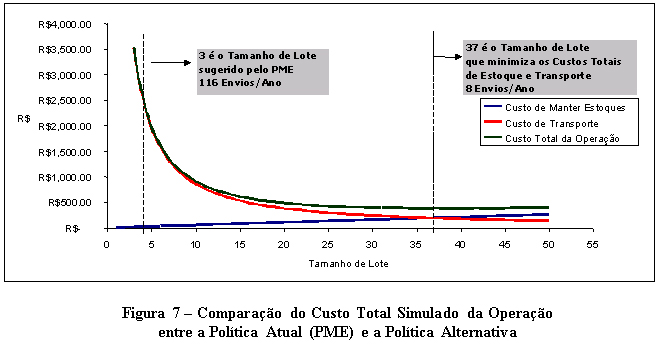 |
Percebemos claramente pela figura 7 que a política atual (PME), conforme motivos já expostos anteriormente, aponta para um tamanho de lote de ressuprimento de 3 unidades, 116 envios por ano e custo total da operação de R$ 2.500,00/ano. Já a política alternativa consiste de um tamanho de lote de 37 unidades, 8 envios por ano e custo total da operação de aproximadamente R$ 500,00/ano. A disponibilidade média de produto em prateleira passou de 47% para 90%.
Estes resultados vão ao encontro da modelagem conceitual implícita na fórmula do tamanho de lote econômico:
- para produtos de baixo valor agregado, menor é o custo de oportunidade de manter estoques, consequentemente maior é a propensão ao envio de lotes maiores;
- para produtos de demanda relativamente pequena, os custos de transporte tornam-se proporcionalmente maiores se comparados ao valor da carga transportada. Neste sentido também é maior a propensão ao envio de lotes maiores.
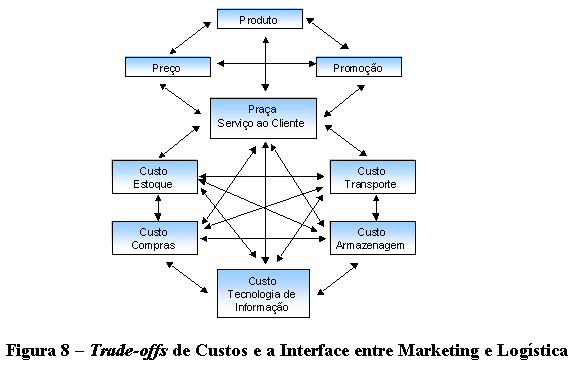
Ainda que o Working Capital na Filial Nordeste I tenha aumentado, em função do nível médio de estoque ter passado de 1,5 unidades para 18,5 unidades, os custos totais da operação foram reduzidos. Segundo LAMBERT et al. (1998), é necessário que os gestores empresariais possuam uma visão sistêmica dos objetivos de comercialização (marketing) e de distribuição (logística integrada) de modo a minimizar os custos totais, ao invés de buscar reduzir isoladamente cada componente destes custos, ignorando-se os trade-offs existentes. Para uma dada configuração de decisões comerciais de produto, preço, promoção e praça/serviço ao cliente (os 4 P’s do Marketing Mix) deve-se buscar projetar a operação logística que resulte no menor somatório dos custos de transporte, estoques, armazenagem, processamento de pedidos etc. A figura 8, adaptada de LAMBERT et al. (1998) ilustra esta perspectiva.
 |
Outro crítico da abordagem do lote econômico como “tradicional” e “reativa”, por ela não indicar como deslocar a fronteira de eficiência do sistema através do questionamento contínuo das operações, CHRISTOPHER (1997) concorda que para determinadas características de produto e demanda, a abordagem do ressuprimento enxuto não é a mais apropriada. Como a filosofia do ressuprimento Just in Time é a entrega no destino de pequenas quantidades, com maior freqüência e no momento exato de sua necessidade, o desafio à gestão da cadeia de suprimentos é encontrar meios pelos quais estas exigências possam ser satisfeitas, sem o aumento indesejável de custos. Poderão existir trade-offs, mas o objetivo final deve ser a redução dos custos totais da cadeia de suprimentos.
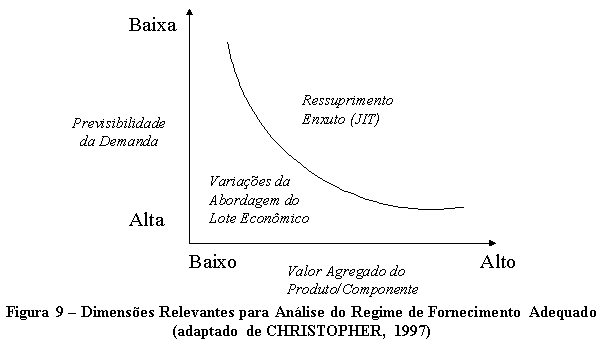
Neste sentido, a opção pelo ressuprimento enxuto pode não ser sempre adequada ou justificada para componentes de baixo valor agregado, ou em situações em que a demanda é relativamente previsível. Na indústria automobilística, a situação é exatamente oposta à empresa em estudo: componentes de alto valor agregado e pequena previsibilidade na demanda por componentes, uma vez que existem diversas variações possíveis de estilo, formas e cores para uma única categoria de peças (p.ex. pára-choques). A figura 9 ilustra em quais situações é mais vantajosa, em termos de custo total da cadeia de suprimentos, adoção de regimes de fornecimento enxutos ou de variações da abordagem do lote econômico.
 |
Vimos até agora que o paradigma do ressuprimento enxuto associado ao modo pelo qual é avaliado o resultado das operações de um negócio, no caso a redução do Working Capital, pode levar uma empresa a se posicionar equivocadamente na gestão do fluxo de materiais entre os elos da cadeia de suprimentos. Neste sentido o gerenciamento das mudanças fez-se necessário para estabelecer a congruência entre metas e operação, além do convencimento das pessoas que a mudança era realmente necessária.
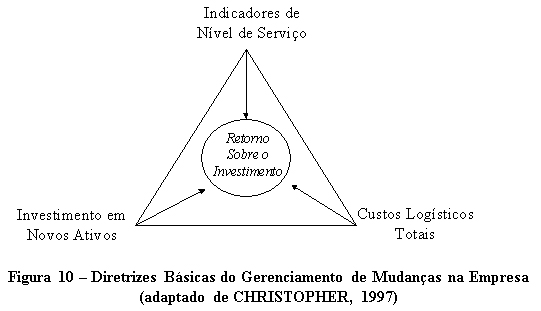
Atualmente a empresa está reformulando seus indicadores de desempenho para incluir os custos totais da cadeia de suprimentos, ou seja está incorporando os custos de transporte aos custos de estoque no Centro de Distribuição e nas Filiais. Além disto estão sendo mensurados indicadores de serviço ao cliente, como por exemplo, a disponibilidade de produto nas prateleiras. Dentro deste contexto, o aumento nos níveis de estoque passa a ser percebido como um investimento que vai proporcionar não apenas retornos diretos, como a redução nos custos de estoque, mas também retornos indiretos, como a redução no nível de vendas perdidas e back-orders a partir do aumento da disponibilidade de produtos. A figura 10 ilustra a pirâmide de desempenho que está norteando o processo de gerenciamento de mudanças.
 |
Diante de todas estas considerações, apresentamos na conclusão deste artigo alguns passos básicos que devem ser seguidos por empresas que desejam avaliar a adequação e, se for o caso, reposicionar a lógica de gestão do fluxo de materiais na cadeia de suprimentos.
- CONCLUSÃO: METODOLOGIA PARA DETERMINAÇÃO DA LÓGICA DE RESSUPRIMENTO MAIS ADEQUADA
A análise da gestão do fluxo de materiais entre elos da cadeia de suprimentos passa basicamente por seis estágios principais, descritos a seguir.
Estágio 1: Análise de sensibilidade inicial pela abordagem do lote econômico de compra
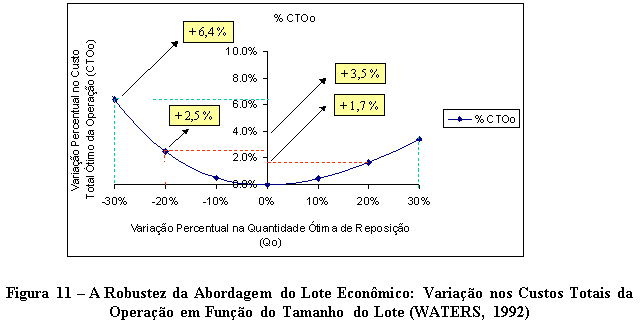
Permite avaliar se o tamanho de lote praticado atualmente pela empresa difere significativamente do lote econômico, fornecendo subsídios sobre a importância relativa entre o custo de manter estoques e o custo de processamento de pedidos na fronteira atual de eficiência do sistema. Pelo fato da abordagem do lote econômico ser robusta com relação à variações no tamanho do lote (conforme ilustra a figura 11), alterações significativas de curto prazo na operação só devem ser levadas em consideração se a diferença relativa ultrapassar 50%.
 |
Estágio 2: Análise da variabilidade da demanda
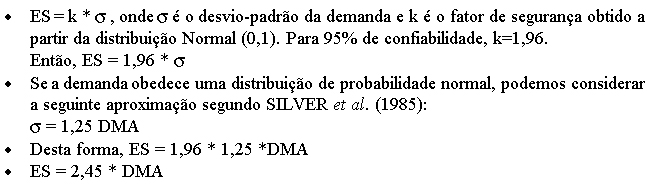
É uma componente significativa para determinação do regime de ressuprimento mais adequado. Produtos com elevado Desvio (erro) Médio Absoluto (DMA) na previsão de vendas tendem a apresentar elevados estoques de segurança, encarecendo a componente de custos de manter estoques e tornando mais interessante a opção pelo ressuprimento enxuto. É fácil provar que para cada aumento unitário no DMA, os estoques de segurança (ES) aumentam 2,45 unidades considerando-se um nível de confiabilidade de 95% de não haver rupturas no estoque. A seguir a demonstração:
 |
Estágio 3: Simulação de políticas de estoque alternativas
Conforme comentado anteriormente, a simulação permite incorporar diversas características específicas da operação analisada sem a necessidade de utilizar ou elaborar formulações analíticas mais elaboradas. Pormenores como descontos por quantidade, custos de frete variando por faixas de peso, margens de contribuição perdidas por stock-outs podem ser facilmente incorporados na simulação, levando a determinação de tamanhos de lote e custos da operação mais precisos.
Estágio 4: Análise de resultados e geração de cenários
Uma vez validada a lógica atual de ressuprimento, seus custos e seus parâmetros de operação, podem ser avaliados diversos cenários que impliquem uma modificação substancial na fronteira de eficiência do sistema e desloquem o tamanho do lote de pedido. Por exemplo:
- a contratação de um prestador de serviço logístico responsável pela consolidação do volume a ser transportado pela empresa com carregamentos de outros embarcadores, implicando em substancial redução do custo de processamento de pedidos,
- a formação de parcerias com clientes, nas quais a troca de informações de vendas em tempo real, via EDI, permite a elaboração de programações de produção e distribuição mais precisas,
- o acirramento da competição, levando a substanciais aumentos nos níveis de serviço esperados pelos clientes.
Cabe ressaltar que a simulação de políticas de ressuprimento permite estimar, para cada novo cenário avaliado, os novos custos totais da operação, servindo como ponto de partida para estimar a viabilidade econômico-financeira da mudança relativamente ao cenário atual.
Estágio 5: Avaliação da política de reconhecimento e recompensa da empresa
É fator fundamental para definição do processo de gerenciamento de mudanças. Conforme visto ao longo deste artigo, a definição do objetivo a ser alcançado pela empresa, no caso a redução do Working Capital, pode criar um viés na escolha da política de ressuprimento mais adequada. Nesta etapa deve ser avaliada a congruência dos sistemas de reconhecimento e recompensa da empresa com a análise dos resultados (custos e parâmetros da operação) obtidos via simulação.
Estágio 6: Adoção de indicadores integrados de desempenho, custo da operação e nível de serviço
Esta etapa é uma conseqüência imediata da avaliação feita na etapa anterior. Geralmente busca-se estabelecer a associação entre indicadores desempenho que reflitam o nível de serviço prestado e custos totais da operação incorridos, em contraposição à uma perspectiva fragmentada do processo logístico.
BIBLIOGRAFIA
BOWERSOX, D.J., CLOSS, D.J. 1996, Logistical Management – The Integrated Supply Chain Process, 1 ed, McGraw-Hill.
CHRISTOPHER, M., 1997, Logística e Gerenciamento da Cadeia de Suprimentos – Estratégias para Redução de Custos e Melhoria dos Serviços, 1 ed. São Paulo, Editora Pioneira.
COPELAND, T., MORRIN, J., 1996, Valuation: Measuring and Managing the Value at Companies, 2 ed. NewYork, J. Wiley.
CORRÊA, H., GIANESI, I.G.N., 1994, Just in Time, MRP II e OPT – Um Enfoque Estratégico, 2 ed. São Paulo, Editora Atlas.
LAMBERT, D.M., STOCK, J.R., ELLRAM, L.M., 1998, Fundamentals of Logistics Management, 1 ed. New York, Irwin-McGraw Hill.
MENTZER, J.T., BIENSTOCK, C., 1998, Sales Forecasting Management, 1 ed, New York, SAGE.
PROENÇA, A., 1994, “ Gerência de Produção e Competitividade: Premissas da Abordagem por Capacitações Dinâmicas em Estratégia de Produção”, Tese D.Sc., Rio de Janeiro, Programa de Engenharia de Produção – COPPE/UFRJ.
RAGSDALE, C.T., 1998, Spreadsheet Modeling and Decision Analysis – A Practical Introduction to Management Science, 2 ed. Cincinati (Ohio), South Western College Publication.
SILVER, E.A., PETERSON, R., 1985, Decision Systems for Inventory Management and Production Planning, 2 ed, New York, Wiley&Sons.
SLACK, N., CHAMBERS, S., 1997, Administração da Produção, 1 ed. São Paulo, Editora Atlas.
SLACK, N., 1993, Vantagem Competitiva em Manufatura – Atingindo Competitividade nas Operações Industriais, 1 ed. São Paulo, Editora Atlas.
TAVARES, L.V., OLIVEIRA, R.C., 1996, Investigação Operacional, 1 ed, Alfragide, Portugal, McGraw-Hill.
WATERS, C.D.J., 1992, Inventory Control and Management, 1 ed, New York, Wiley&Sons.
WOMACK, J.P., JONES, D.T., ROOS, D., 1992, A Máquina que Mudou o Mundo, 1 ed., São Paulo, Editora Campus.

Peter Wanke
https://ilos.com.brDoutor em Ciências em Engenharia de Produção pela COPPE/UFRJ e visiting scholar do Departamento de Marketing e Logística da Ohio State University. Possui os títulos de Mestre em Engenharia de Produção pela COPPE/UFRJ e de Engenheiro de Produção pela Escola de Engenharia da mesma universidade. Professor Adjunto do Instituto COPPEAD de Administração da UFRJ, coordenador do Centro de Estudos em Logística. Atua em atividades de ensino, pesquisa, e consultoria nas áreas de localização de instalações, simulação de sistemas logísticos e de transportes, previsão e planejamento de demanda, gestão de estoques em cadeias de suprimento, análise de eficiência de unidades de negócio e estratégia logística. Possui mais de 60 artigos publicados em congressos, revistas e periódicos nacionais e internacionais, tais como o International Journal of Physical Distribution & Logistics Management, International Journal of Operations & Production Management, International Journal of Production Economics, Transportation Research Part E, International Journal of Simulation & Process Modelling, Innovative Marketing e Brazilian Administration Review. É um dos organizadores dos livros “Logística Empresarial – A Perspectiva Brasileira”, “Previsão de Vendas - Processos Organizacionais & Métodos Quantitativos”, “Logística e Gerenciamento da Cadeia de Suprimentos: Planejamento do Fluxo de Produtos e dos Recursos”, “Introdução ao Planejamento de Redes Logísticas: Aplicações em AIMMS” e “Introdução ao Planejamento da Infraestrutura e Operações Portuárias: Aplicações de Pesquisa Operacional”. É também autor do livro “Gestão de Estoques na Cadeia de Suprimento – Decisões e Modelos Quantitativos”.