O principal fator a ser atribuído à evolução da armazenagem no mundo nas duas últimas duas décadas foi o aumento da exigência dos clientes. Um recente estudo sobre automação na área de armazenagem analisou os centros de distribuição de três grandes empresas no Brasil – Chocolates Garoto, Souza Cruz e Lojas Americanas – e identificou a melhoria da qualidade do serviço e/ou produto como o principal motivador de seus investimentos nesta área.
Outra pesquisa periódica indica que a frequência e o prazo de entrega estão entre as três principais dimensões de serviço, avaliadas pelo varejo. A importância dada a essas duas dimensões é relacionada aos programas de redução do nível de estoque – como JIT (just in time), QR (quick response) e reposição contínua –, cujos alicerces estão apoiados no aumento da frequência e na diminuição do prazo de entrega.
Além disso, a grande proliferação do número de produtos – resultado não só do lançamento de novos produtos, como também da grande variedade de modelos, cores e embalagens – e o crescente aumento das entregas diretas ao consumidor – fruto das vendas por catálogos, pela internet, pelo telefone, ou até mesmo por lojas que passaram a trabalhar apenas com mercadorias expostas em mostruário – também trouxeram novas demandas para as operações de armazenagem.
Como resposta a esses desafios, as empresas reestruturam as suas operações de armazenagem para atender ao aumento do número de pedidos (resultado da maior frequência de entrega e da entrega direta ao consumidor), a uma maior variedade de itens (devido à proliferação do número de produtos) em um tempo menor (resultado do encurtamento do prazo de entrega). Assim, os armazéns de produto acabado com a finalidade de estocar mercadorias, estão dando lugar aos centros de distribuição, cujo foco principal está sobre a atividade de picking .
O aumento da importância da atividade de picking fez com que novos investimentos fossem feitos nesta área, principalmente nos sistemas de separação. Para se ter uma idéia da representatividade dos custos desta atividade em média o picking é responsável por 60% dos custos de um centro de distribuição.
Dentro deste contexto, o presente artigo irá abordar a atividade de picking, esclarecendo algumas questões sobre três importantes decisões de planejamento. A primeira é referente à separação de uma área do centro de distribuição apenas para o picking, independente da estocagem. A segunda é relativa à organização do trabalho. Já a terceira decisão envolve a seleção das tecnologias a serem adotadas. Por fim, serão abordados dois desafios advindos de novas tecnologias disponíveis, difundidas recentemente, a primeira referente ao A-Frame e a segunda ao picking by-light.
A SEPARAÇÃO DA ÁREA DE PICKING DA ÁREA DE ESTOCAGEM
A área de estocagem na maioria dos armazéns ocupa um espaço relativamente grande, devido ao acondicionamento dos estoques. Assim, a separação dos pedidos realizados nessa área pode implicar em grandes deslocamentos por parte dos operadores.
A figura 1 mostra o consumo relativo de tempo de um operador, realizando o picking na área de estocagem. Este gráfico indica que um operador consume 50% do seu tempo apenas com os deslocamentos na área de estocagem.
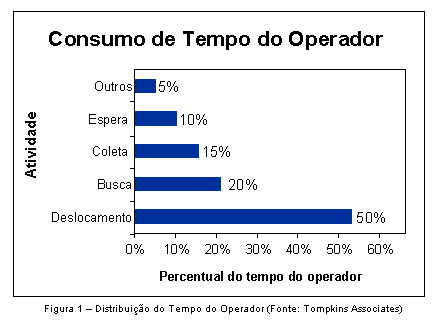 |
No entanto, existem algumas alternativas intermediárias para diminuir este tempo gasto com o deslocamento. Entre estas, destacam-se:
- Algoritmos para definição das rotas de coleta, que minimizam a distância média percorrida na separação do pedido;
- métodos alternativos de organização do trabalho (que serão tratados mais adiante) com objetivo, por exemplo, de coletar mais pedidos por cada deslocamento;
- lógicas de endereçamento que posicionem os produtos na área de estocagem usando critérios que minimizem a distância média de movimentação, considerando o número de expedições de cada item, o seu volume em estoque e a complementariedade entre os itens (ou seja, guardar próximos os produtos que normalmente são expedidos juntos).
Além disso, a identificação nos endereços de coleta e a disposição clara e objetiva das informações (documentações, instruções e etiquetas), também são pontos importantes para se agilizar as tarefas do operador.
Mesmo considerando a utilização de todas as medidas apresentadas, a complexidade do picking torna necessária a separação de uma área do armazém dedicada a esta atividade. Entre os direcionadores utilizados para definir o grau de complexidade, destacam-se: o tamanho das unidades de separação, o número de pedidos expedidos por dia, a variedade de itens e o intervalo tempo disponível para a separação de um pedido.
De acordo com o tamanho das unidades de separação – que considera a menor unidade – têm-se cinco categorias básicas:
- separação de paletes – quando a menor unidade de separação é o palete. Nesse caso, os pedidos nunca contêm frações de paletes de determinados produtos, apenas paletes fechados;
- separação de camadas de palete – neste caso a menor unidade de separação é um conjunto de caixas, que formam uma camada do palete;
- separação de caixas – quando a menor unidade de separação são as caixas fechadas;
- separação de caixas fracionadas – é o caso em que as caixas necessitam ser abertas para manuseio de pacotes, que compõem a caixa;
- separação de itens – alternativa mais fracionada onde são manuseados itens individuais de determinados produtos.
Quanto mais fracionada for a separação, maior for o número de pedidos expedidos por dia, maior for a variedade de itens e menor for o tempo disponível, mais complexa será considerada a operação. Além da complexidade afetar a performance e a produtividade do picking, ela também compromete a precisão no preenchimento do pedido, tendo em vista o aumento da possibilidade de erros que dificulta a conferência.
A opção pela área dedicada para a atividade de picking permite que uma ampla gama de mercadorias seja disposta em uma região relativamente pequena, de modo que operador não precise percorrer grandes distâncias no seu deslocamento.
A área dedicada para o picking, no entanto, cria uma nova demanda: o ressuprimento dos itens na linha de separação. Em casos mais críticos, onde o giro de produtos na linha é muito alto, é necessária a criação de uma área de estoque intermediária entre a estocagem e o picking, denominada estoque reserva. Esta área tem a função de ressuprir rapidamente a linha de separação, uma vez que esta deve operar com baixo nível de estoque e sem falta de produtos para garantir a velocidade da linha e minimizar os riscos de paradas.
Métodos de Organização do Trabalho
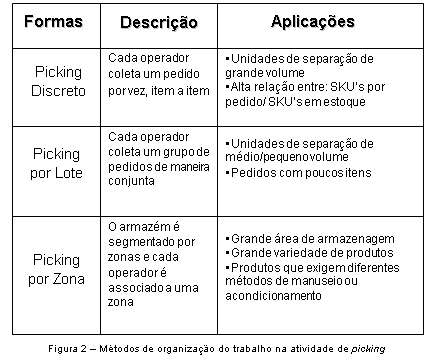
Com o intuito de melhorar a produtividade do picking foram desenvolvidos alguns métodos de organização do trabalho (figura 2) com o objetivo de minimizar os tempos não úteis, gastos com os deslocamentos dos operadores e com a busca por produtos. Estes métodos consideram o número de operadores responsáveis pela separação de cada pedido e o número de pedidos coletados simultaneamente por um mesmo operador. A seguir são apresentados os três métodos básicos:
- picking discreto – é aquele no qual cada operador coleta um pedido por vez, coletando linha a linha do pedido. Esta forma de organização é bastante utilizada pela sua simplicidade. A propensão a erros é relativamente pequena, por se manusear um pedido por vez. A sua grande desvantagem é a baixa produtividade, decorrente do tempo excessivo gasto com o deslocamento do operador.
- picking por zona – neste método o armazém é segmentado em seções ou zonas e cada operador é associado a uma zona. Assim, cada operador coleta os itens do pedido que fazem parte de sua seção, deixando-os em uma área de consolidação, onde os itens coletados em diferentes zonas são agrupados, compondo o pedido original. Este método é bastante empregado. Entre as suas vantagens destaca-se a flexibilidade de permitir que diferentes equipamentos de movimentação e estocagem sejam utilizados. Assim, enquanto uma zona opera com a separação de paletes, a outra pode manusear caixas. Esta organização tende a ser mais produtiva que o picking discreto, uma vez que viabiliza um menor deslocamento dos operadores. Sua grande dificuldade é o balanceamento da carga de trabalho entre as diferentes zonas.
- picking por lote – neste método cada operador coleta um grupo de pedidos de maneira conjunta, ao invés de coletar apenas um pedido por vez. Assim, ao se dirigir ao local de estocagem de um determinado produto, o operador coleta o número de itens que satisfaça o seu conjunto de pedidos. Este método possibilita uma alta produtividade, quando os pedidos possuem pouca variedade de itens (até 4 itens) e são pequenos em termos de volume. A sua grande vantagem é minimizar o tempo de viagem do operador, pois em uma única viagem este coleta um conjunto de pedidos, diminuindo o deslocamento médio por pedido. A desvantagem desse método concentra-se nos riscos de erros na separação e ordenação dos pedidos.
 |
Além dos três métodos apresentados é comum a utilização do picking por onda. Neste, são realizadas diversas programações por turno, de maneira que os pedidos devem ser coletados em períodos específicos do dia. O picking por onda é utilizado em conjunto com os métodos apresentados e a sua vantagem é permitir uma maior integração do picking com a área de expedição, através da programação da hora de coleta e embarque de cada pedido.
O método de picking utilizado pode ser uma combinação desses apresentados. O picking por zona pode ser utilizado com o por lote ou com o por onda, ou até mesmo junto com os dois simultaneamente. Normalmente, estas combinações viabilizam um aumento de produtividade, mas também, exigem maior controle.
Independente do método utilizado é fundamental a preocupação com a ergonomia. Os incentivos por produtividade e precisão também devem ser considerados como importantes instrumentos na busca por performance de separação.
Sistemas de Picking
Existe uma ampla gama de sistemas desenvolvidos para a atividade de picking e a sua escolha deve considerar as características específicas da operação (como variedade de itens, tamanho das unidades de separação e velocidade de operação) e os produtos manuseados (como peso, forma e grau de fragilidade), além da tolerância a erros da separação e do orçamento disponível.
Antes de tratar dos sistemas de picking, é fundamental apresentar um importante equipamento utilizado nesta atividade, o flow-rack (figura 3). Este equipamento pode ser utilizado tanto na separação de caixas, quanto na de unidades. O seu funcionamento é similar ao refrigerador de latas de refrigerantes de uma loja de conveniência. As caixas podem ser supridas pela parte traseira do equipamento e coletadas pela sua parte dianteira, sendo que a retirada da primeira caixa faz com que as demais escorreguem para frente.
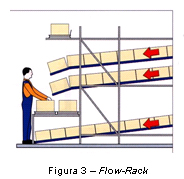 |
Devido ao seu baixo custo e à sua grande funcionalidade o flow-rack se tornou um equipamento bastante difundido, podendo ser utilizado com ou sem equipamentos de movimentação acoplados, como também em conjunto com sofisticados sistemas de picking.
A seguir, são apresentados os cinco principais sistemas de picking:
A-Frame
O A-Frame (figura 4) é um sistema de alta produtividade capaz de separar centenas de pedidos em um curto espaço de tempo, com grande precisão e com um reduzido quadro de pessoal. Este é um sistema modular, integrado por uma esteira transportadora, sobre a qual existe uma estrutura composta de uma série de canais que cobre ambos os lados da esteira. Cada canal trabalha com um determinado SKU, tendo capacidade de armazenar diversas unidades, que ficam empilhadas em sua respectiva estrutura.
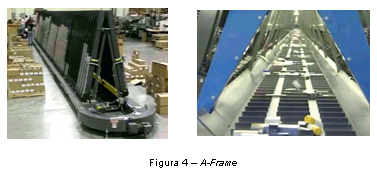 |
O sistema de comando do A-Frame controla a ejeção dos produtos de cada canal na esteira e cada seção da esteira é associada a um determinado pedido. No final da linha, os produtos são automaticamente transferidos para caixas e transportados para as outras áreas de picking, ou diretamente para área de embarque, caso o pedido esteja completo.
Diversos módulos de A-Frame podem ser utilizados – tanto em série quanto em paralelo – para que seja aumentada a capacidade do sistema. Além disso, esta tecnologia também pode ser utilizada em conjunto com outros sistemas de separação. Este tipo de sistema permite uma separação bastante rápida com alta produtividade, no entanto apresenta algumas restrições de uso relativas a fragilidade e/ou formato dos itens manuseados.
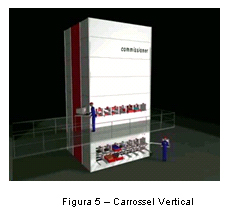
Carrossel
Os carrosséis (figura 5) são equipamentos rotacionais, verticais ou horizontais, que acondicionam os produtos com a função de trazê-los até o operador, eliminando os tempos associados ao seu deslocamento e a procura de produtos. A principal vantagem deste sistema é permitir uma operação com uma grande variedade de itens. Além disso, o carrossel vertical também permite um bom aproveitamento de espaço por aproveitar o pé direito do prédio. A sua principal desvantagem está relacionada com a velocidade de coleta, relativamente lenta, o que o torna muitas vezes não recomendável.
 |
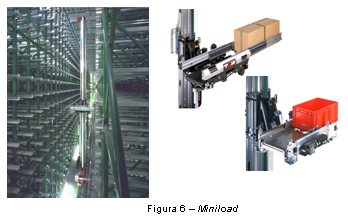
Os sistemas de estocagem e coleta automáticos
Os sistemas de estocagem e coleta automáticos (AS/RS) capazes de operar com unidades de movimentação mais fracionadas são conhecidos como miniload (figura 6). No entanto, mesmo os miniload são capazes de operar apenas com caixas, ou itens de grande volume. O seu funcionamento é bastante parecido com o do transelevador (unit load).
Entre as principais vantagens do miniload pode-se destacar a sua precisão e velocidade, além da potencialidade de operar com uma grande variedade de itens. Entre as desvantagens, destacam-se o elevado custo de implementação e manutenção, e a falta de flexibilidade desses sistemas.
 |
A separação por rádio frequência
Este tipo de sistema se apóia na comunicação por rádio frequência para auxiliar o operador na coleta dos itens. Para isso, o operador utiliza um terminal de mão ou um terminal preso ao braço (figura 7) que indica sempre o endereço do próximo produto e o número de unidades a ser coletadas. Ao realizar a coleta dos itens, o operador faz a leitura do código de barra dos produtos, através do terminal manual, que confere a coleta e indica o endereço do próximo produto a ser coletado.
 |
Este tipo de tecnologia está sendo bastante utilizada no Brasil pelo seu baixo custo e alta flexibilidade. A sua grande desvantagem está relacionada a sua performance que é limitada pela velocidade de deslocamento do operador.
O sistema de picking by-light
Este sistema concilia performance e flexibilidade conseguindo, graças a isso, ser um dos sistemas mais difundidos no Brasil. O picking by-light (figura 8) integra a utilização de esteiras rolantes, leitores óticos e sensores com as tradicionais estruturas flow racks manuseadas por operadores.
 |
A boa performance deste sistema é obtida através da disposição dos produtos ao redor dos funcionários, que coletam apenas os produtos da sua estação de trabalho, não precisando se locomover nem movimentar as caixas dos pedidos que são transportadas de forma automática por meio de uma correia transportadora. Além disso, os mostradores digitais de cada posição do flow-rack indicam automaticamente o local e o número de unidades que devem ser coletados, tornando desnecessário o picking list, o que acelera o processo de coleta dos operadores.
A flexibilidade é resultado da participação dos operadores no manuseio, que além de considerar as características específicas de cada produto, inclusive a fragilidade, podem, simultaneamente, coletar e organizar os produtos nas caixas de entrega.
AS NOVAS TECNOLOGIAS DE PICKING E SEUS NOVOS DESAFIOS
A busca por uma maior produtividade, velocidade e precisão na separação do pedidos leva as empresas à implementação de novas tecnologias na área de picking. No entanto, a simples adoção de tecnologia não garante estas melhorias operacionais, mas serve como uma ferramenta que viabiliza o desenvolvimento de novos processos. Cabe destacar que muitos destes novos processos nem mesmo existiriam sem esse suporte tecnológico.
Muitas empresas estão implementando sistemas sofisticados de separação sem que haja um suporte de outros sistemas de apoio e controle. Os sistemas de suporte e apoio à decisão são complementares à força de trabalho, aos procedimentos e aos equipamentos de movimentação e tornam-se vitais dentro da operação de separação.
Dentro deste contexto, pode-se mencionar os sistemas de picking como ferramentas tecnológicas que possibilitam a arquitetura de novos processos, capazes de proporcionar grandes ganhos de eficiência. Para obter sucesso na implementação de um novo processo, no entanto, é fundamental desenvolver sistemas de comunicação e capacitar as equipes de trabalho para a operação.
Cada empresa tem suas particularidades com relação a sua necessidade de separação, em virtude do perfil dos pedidos de seus clientes e da sua carteira de produtos. Por outro lado, os sistemas de separação têm uma capacidade nominal que só pode ser alcançada em termos reais diante de uma série de premissas. Para ilustrar estas situações serão apresentados, a seguir, desafios relacionados à implementação das novas tecnologias A-frame e picking by-light.
Quanto ao sistema A-Frame
Este é um dos sistemas de picking que apresenta uma das melhores performances em termos de velocidade de separação. No entanto, diversas restrições devem ser satisfeitas para que a sua velocidade seja maximizada. Dentre elas, duas podem ser destacadas: nenhum pedido pode ter muitas unidades de um mesmo item e o ressuprimento da linha tem que ser rápido o suficiente para que o canal de um produto não chegue a ficar vazio.
Como não é viável limitar a demanda de um determinado produto em cada pedido, a solução acaba sendo a colocação de um produto em mais de um canal. Quanto ao ressuprimento, normalmente se acopla uma linha de flow rack, ao lado do A-Frame com operadores dedicados a essa atividade. Essas soluções podem parecer simples, mas na realidade abrem espaço a um grande número de decisões.
Para complicar a situação, estas decisões devem ser tomadas quase que diariamente para atender às grandes variações da demanda por SKU. Entre as decisões necessárias cabe destacar: o controle do número de canais que será disponibilizado para cada produto e o posicionamento de todos os produtos, diante das restrições não apenas da linha, mas também do ressuprimento.
Quanto ao sistema de picking by-light
Para maximizar a performance da separação com este sistema, a linha de separação deve ter a carga de trabalho bem balanceada entre as suas estações e os produtos com o maior número de movimentações devem estar localizados nas posições de mais fácil acesso dos operadores. O balanceamento da carga de trabalho é vital para este tipo de sistema, pois cada funcionário é responsável por uma estação de trabalho e a formação de filas nas estações pode repercutir na paralisação de toda linha.
Outro requisito de grande influência na produtividade da linha é o posicionamento dos produtos segundo o número de movimentações, uma vez que as diversas posições da estação (endereços do flow rack) apresentam dificuldades de manuseio distintas, em função da altura e distância em relação às mãos do operador.
As características físicas dos produtos – a forma, o peso e o tamanho – formam um terceiro fator – além da demanda e do posicionamento dos produtos – que influencia a carga de trabalho de cada estação, uma vez que a dificuldade de manusear cada produto irá afetar o seu respectivo tempo de separação.
A grande dificuldade é que, via de regra, a demanda de cada item sofre constantes oscilações devido aos fatores sazonais, a sua etapa no ciclo de vida e as ações de marketing da empresa, além de outros fatores externos. Desta forma, a alocação dos produtos às posições, ou seja, o balanceamento de linha deve ser feito de maneira periódica para garantir o acompanhamento da curva de demanda, mantendo a sua efetividade.
Para que as trocas de produtos na linha sejam realizadas é necessário que a linha esteja parada, pois o sistema que acende os displays digitais funciona de acordo com a posição de cada produto. Além disso, a substituição física dos produtos também pode afetar o sistema de ressuprimento. Desta forma, é importante que sempre se minimize o número de substituições em um balanceamento.
CONCLUSÃO

Maurício Lima
https://ilos.com.brMaurício Lima é Sócio-Diretor do ILOS. Tem experiência como professor e consultor nas áreas de planejamento de demanda e de estoques, Operações de transporte, Logística e Supply Chain Management em grandes empresas. Desenvolve periodicamente pesquisas de Custos Logísticos no Brasil e tem diversos artigos publicados em periódicos e em revistas especializadas. É também um dos autores dos livros: “Logística Empresarial: A Perspectiva Brasileira” e “Logística e Gerenciamento da Cadeia de Suprimentos”.